
ASPECTOS GENERALES
MISION
Formar integralmente a los aprendices como técnicos profesionales con capacidad de aplicar las diferentes tècnicas disponibles, ofrecidas por el centro, satisfaciendo las necesidades de la industria.
Proyectar a los aprendices como futuros inspectores certificados para que ofrezcan sus servicios con calidad y eficiencia en diferentes empresas en las que estén laborando, mediante el trabajo en equipo y mejoramiento continuo, a través de capacitación en diversas áreas y con cultura de fomento empresarial.
Formar integralmente a los aprendices como técnicos profesionales con capacidad de aplicar las diferentes tècnicas disponibles, ofrecidas por el centro, satisfaciendo las necesidades de la industria.
VISION
Proyectar a los aprendices como futuros inspectores certificados para que ofrezcan sus servicios con calidad y eficiencia en diferentes empresas en las que estén laborando, mediante el trabajo en equipo y mejoramiento continuo, a través de capacitación en diversas áreas y con cultura de fomento empresarial.
LABORATORIO DE ENSAYOS NO
DESTRUCTIVOS ASESORAMIENTO EN ENSAYOS NO DESTRUCTIVOS:
Al servicio de la industria metalúrgica, metal-naval y aeronáutica.
Los Ensayos No Destructivos (E.N.D.) son métodos de ensayos que permiten detectar
y evaluar discontinuidades, en estructuras o propiedades de
materiales, componentes o piezas, sin modificar sus condiciones de uso o
aptitud de servicio. Como disciplina tecnológica, los E.N.D. tienen por objetivo: CAPACITACION TECNICA EN ENSAYOS NO DESTRUCTIVOS Calificaciones y Certificaciones:
Asegurar calidad y confiabilidad.
Prevenir accidentes.
Producir beneficios económicos.
Contribuir al desarrollo de la ciencia de los materiales,
mejorar en diseños al realimentar a esa etapa información detectada.
Los E.N.D. se emplean en el S.C.R.A. en forma sistemática desde
1974
y su ámbito de aplicación fue y continúa siendo: Armada nacional,
Aviación Naval, trabajos en Diques Secos y la Industria
Nacional.
Todos los E.N.D. son efectuados de acuerdo a normas técnicas
internacionales,
de entidades como: ASTM - ASME - AWS - API - IIW - etc.
Los técnicos han sido
capacitados en programas de enseñanza de E.N.D.
racionalizados bajo programas
de PNVD O.N.U. en el país y en el extranjero.
Formación bajo normas ISO-9000.
Aseguramiento de calidad y mejora continua.
Gestión de calidad en obras
civiles y en E.N.D.
Calificaciones normalizadas, trazables a
ASNDT
(American Society for Non Destructive Testing) nivel II en:
Ulta
Sonido: expedida por ABENDE (Asociación Brasileña de E.N.D.) trazable a
ASNDT.
Partículas Magnetizables: expedida por ABENDE trazable a
ASNDT.
Líquidos Penetrantes: expedida por ABENDE trazable a
ASNDT.
Radiografía Industrial: expedida por ABENDE trazable a
ASNDT.
Calificaciones y Certificaciones en sistemas de inspección de
buques
de Sociedades Clasificadoras según
protocolos IACS (Soc.Int. de
Clasific. de buques) IMCO, emitidos por:
Lloyd's Register -
V.K.
Germanisher Lloyd's - Germany
Bureau Veritas - France
A.B.S. -
American Bureau o Shipping.

viernes, 27 de junio de 2008
PRACTICA REALIZADA POR LA TÉCNICA DE TINTAS PENETRANTES
Como primer paso identificamos el tipo de material: ferro magnético
Para la aplicación de tintas penetrantes podemos usar cualquier material no poroso, este método es uno de los más sencillos y solo detecta discontinuidades superficiales. Las tintas son unas de las mas eficaces y fáciles de los ensayos no destructivos, son fáciles de interpretar y sus costos son relativamente bajos en comparación con otras técnicas.
• Práctica de tintas penetrantes: se realizó en el laboratorio a unas levas de un motor, se realizó el siguiente procedimiento:
1. Limpieza de la superficie: esto se llevo acabo para que las superficies de las levas quedaran completamente libres de cualquier sustancia, suciedad u objetos que pudieran ocultar discontinuidades o dar una falsa indicación en el resultado.
2. Se procedió a la aplicación de la tinta penetrante por medio de aspersión, la temperatura debe estar entre un rango de 4°-52°C según la especificación de la norma ASTM.
3. Se dejo un tiempo de penetración estimado de 15 minutos según norma (ASTM E-417)
4. Una vez transcurrido el tiempo de penetración, procedimos a remover el exceso de penetrante con estopa. Luego, se dejo el secado de la superficie de las piezas por un tiempo de 5 minutos.
5. El siguiente paso fue la aplicación del revelador, de manera uniforme sobre la superficie de la pieza a una distancia de 30 centímetros esto fue llevado acabo para que no se presentaran grumos.
6. Luego se dio lugar a la observación e interpretación de los resultados. Esto se hizo después de 10 minutos de aplicación del revelador.
Una vez culminada la aplicación y el secado del revelador, realizamos la interpretación de los defectos encontrados, encontrando las siguientes indicaciones:
porosidades picaduras y desgastes de las levas.

Por: Jose Fernando Benitez y Jorge Alexis Garzon
Publicado por: Juan Pablo Castellanos
jueves, 26 de junio de 2008
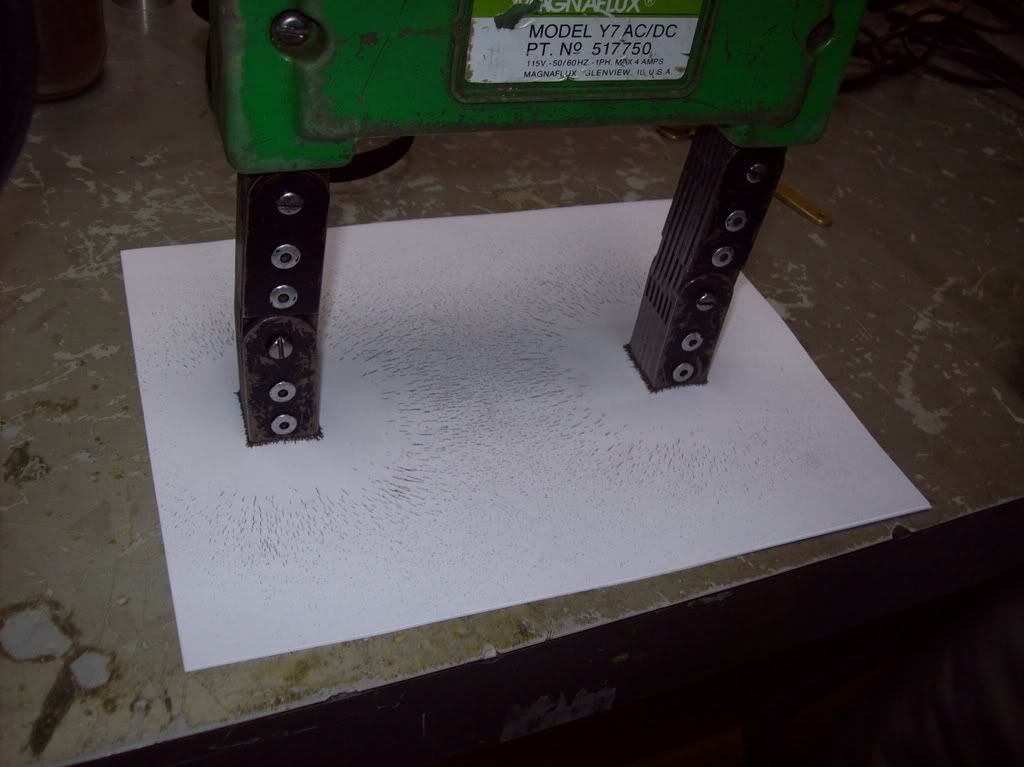
PARTÍCULAS MAGNÉTICAS
En la practica de las partículas magnéticas se usa con materiales ferrosos ya que lo materiales no ferrosos como el aluminio no tienen propiedades ferro magnéticas y no sirve para hacer este tipo de prueba con partículas magnéticas. En un material ferro magnético como el hierro se utiliza este tipo de prueba la maquina que se llama yoque o yugo trabaja con corriente alterna AC y corriente continua DC .El yugo es metálico con recubrimiento es en plástico cuyo interior tiene un en bobinado en cobre para que se puede generar un campo electromagnético lo cual la norma especifica el numero de vueltas que debe tener el dispositivo y tiene dos extremidades o patas que no tienen recubrimiento de plástico, son de metal ferro magnético y son articuladas lo cual se pueden cerrar hasta dos pulgadas o desplegarse aproximadamente de según sea conveniente la norma especifica que debe alzar un peso muerto de 10 libras con las patas con una distancia de 6 pulgadas para que el yugo tenga una optima función.
Las partículas magnéticas son mas finas que la limadura de hierro cuyo tamaño esta entre 40-60 micras.
El yugo debe ponerse en una pieza ferro magnética y apretando el gatillo del yugo hace contacto entre la pieza y el yugo provocando que el circuito se cierre generando un campo electromagnético después de generar dicho campo se le agrega las partículas magnéticas provocando que las partículas busquen su polaridad y se dirijan al polo que las atrae por lo cual si hay un agrietamiento las partículas no se puedan dirigir al polo se aglomeren un dicha fisura ,se pueden detectar fisuras longitudinales y transversales dependiendo la posición del yoque.
Ventajas
· Es portátil
· Fácil de utilizar con piezas grandes
· Determina la fisura mas rápidamente
· Determina grietas superficiales y subsuperficiales
· Se puede usar en materiales ferro magnéticos
Desventajas
· Difícil de aplicar en piezas de geometría irregular
· No se puede inspeccionar sobre cabeza
· No se puede usar en materiales no ferro magnéticos
· Es imposible detectar grietas internas
Normas que la rigen
ASTM E-709
ASTM E-1444
ASME V Art 7
Por Diego Alexander Mariño
Publicado por: Juan Pablo Castellanos
martes, 17 de junio de 2008
VISITA ISOTEC






Suscribirse a:
Entradas (Atom)




